SmCo Magnets
Sm-Co, SmCo Permanent Magnets, Rare Earth SmCo Magnets, Samarium Cobalt Magnet, Sintered and Bonded SmCo Magnets, Sm1Co5 , Sm2Co17 China Supplier and Factory
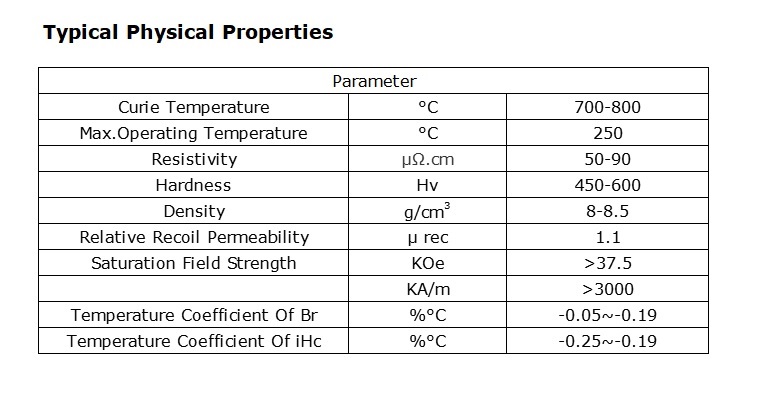
Sm-Co materials come in energy products from 16 MGOe up to 33 MGOe. Their high resistance to demagnetizing influences and excellent thermal stability has ensured Sm-Co as the premium choice for the most demanding motor applications. In addition, the corrosion resistance is significantly higher than, for example, Nd-Fe-B. It is still recommended to coat the magnet in acidic conditions. Its corrosion resistance has also offered a high degree of comfort to those looking to use magnets in medical applications.

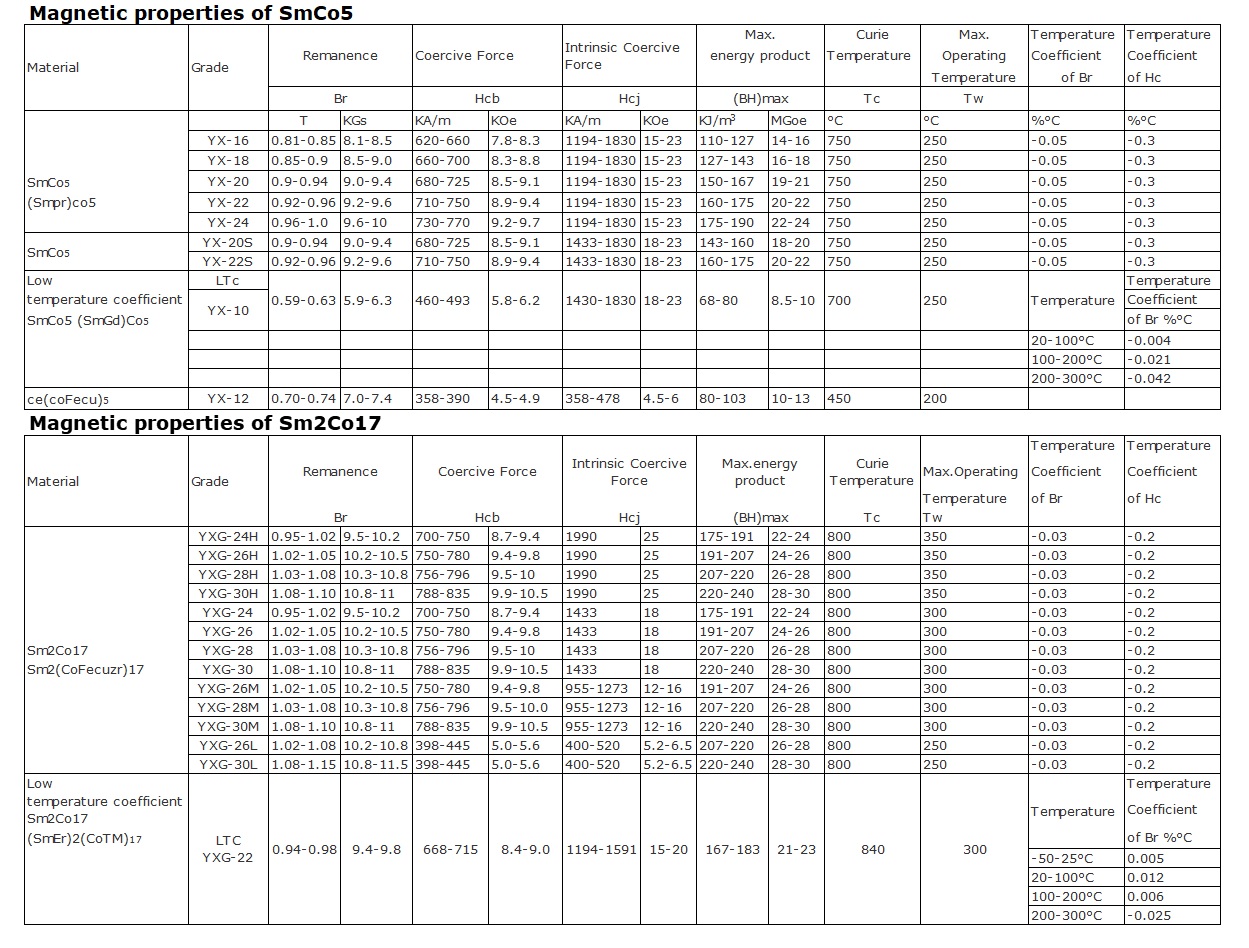
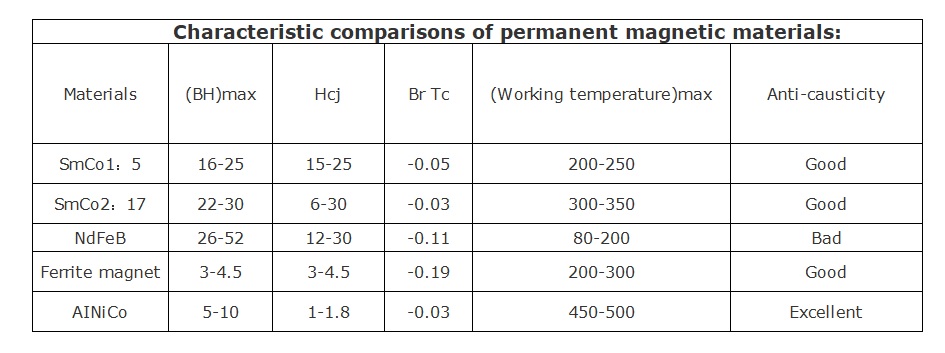
Its magnetic properties are not too far from Neodymium Iron Boron magnets but due to the cost and strategic value of Cobalt, it never had the commercial success and diffusion as NdFeB. Being a rare earth magnet it is an intermetallic compound of rare earth metals (samarium) and transition metals (cobalt). The production process consists in milling, pressing, and sintering in inert atmosphere: magnets are then pressed in an oil bath (isostatically) or in a die (axially or diametrically). SmCo is processed by grinding with diamond tools. As mentioned SmCo can provide high magnetic performances, with maximum energy product around 240 KJ/m3: they can be found in two different grades, Sm1Co5 and Sm2Co17, each one with its specific magnetic behaviour (nucleation for the first, pinning in Sm2Co17 ). Sm2Co17 shows the highest magnetic performances but on opposite side, it is much more difficult to be magnetized (4000 kA/m) than Sm1Co5 (2000 kA/m). The two advantages of SmCo grades versus NdFeB are the corrosion resistance and the good thermal behaviour; Curie temperature is around 750 °C for Sm1Co5 and 850 °C for Sm2Co17 . Furthermore the magnetic properties decrease is rather low by increasing of the temperature. SmCo grades are rather appreciated in military and aerospace industry, as well as in electromedical field; they should be preferred when oxidation or thermal needs become very important. Industrial applications are similar to the ones of NdFeB: sensors, loudspeakers, electric motors, instruments, switches.
On a ‘per pound’ basis, Sm-Co is the most expensive permanent magnet material. However, because of its high energy product, it has achieved considerable commercial success by decreasing the required volume of magnet material to fulfill a certain task. Sm-Co can typically be used up to 300 °C, though, of course, its actual performance at that temperature is governed strongly by the design of the magnetic circuit. As with all permanent magnet materials, extreme caution must be exercised when handling magnetized samples. Sm-Co can be prone to chipping and should not be used a structural component in an assembly.
SMCO is most useful in the following applications:
•Rotors
•Electric Motors
•Generators
•Actuators
•Drive Components
•Couplings
•Sensor Systems
•Energy Recovery Systems
•DFARS and ITAR compliant.
The same as Neodymium magnets, the SmCo magnets can be processed to many kinds of shapes :


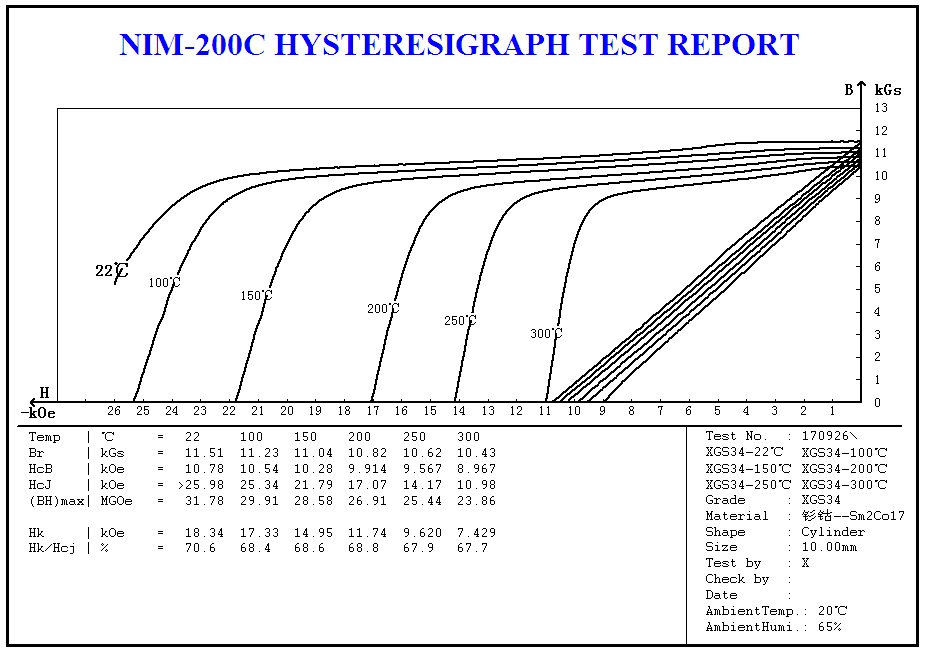
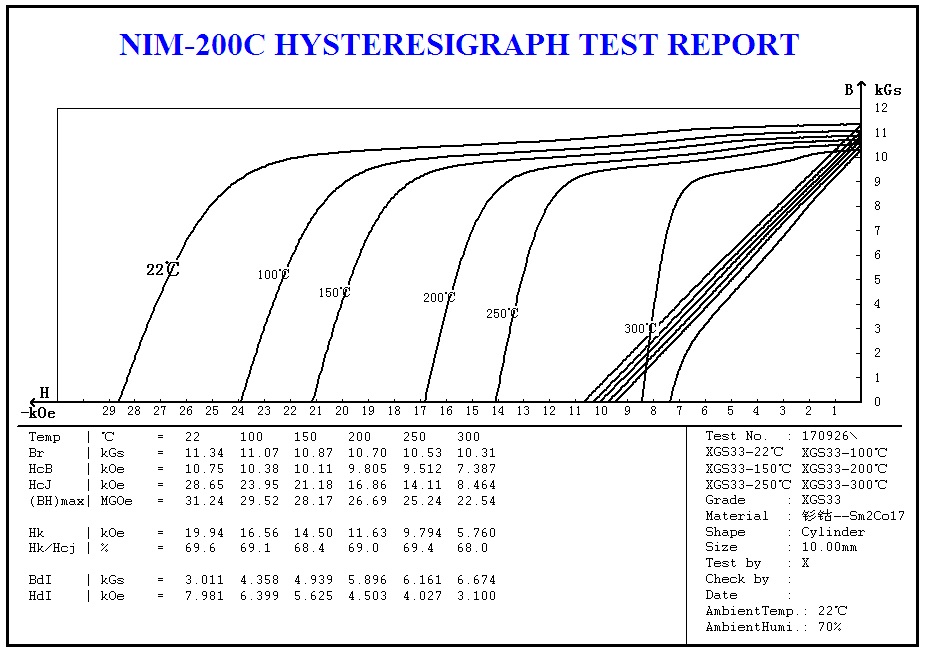
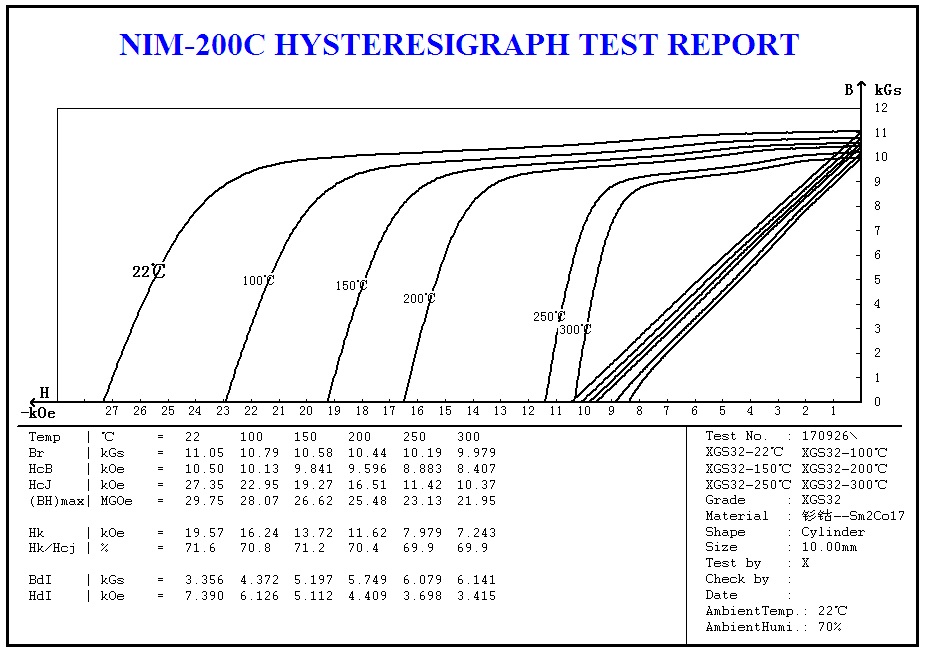
Demagnetization curves of SmCo magnet